


-

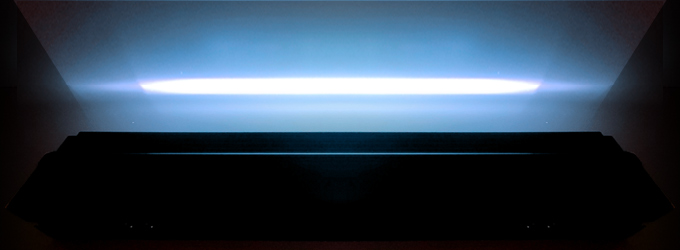
Essential ELINE Collimated
- Modular line scan light
- Sizes up to 2500mm
- Passive Cooling
-

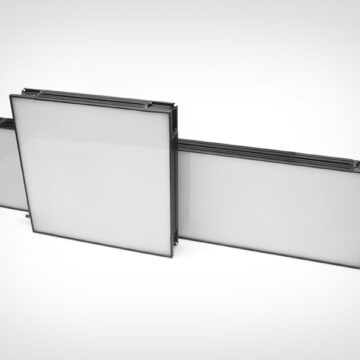
Essential ELINE Backlight
- Modular backlight line scan light
- Sizes up to 2500mm
- Passive Cooling
-

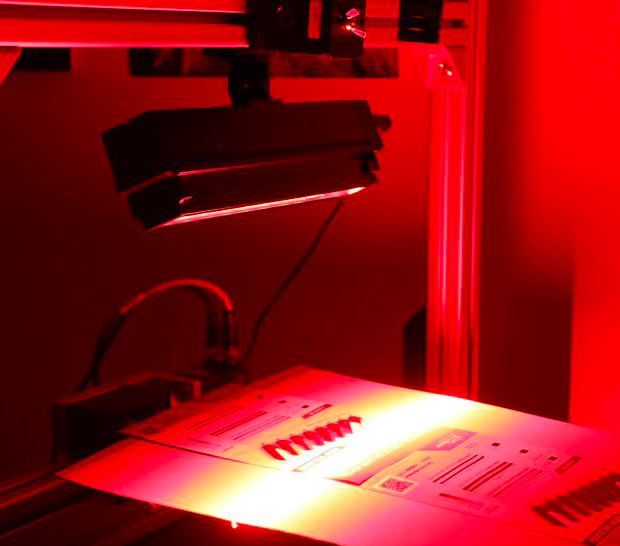
Essential ELINE Focused
- Modular focused line scan light
- Sizes up to 2500mm
- Passive Cooling
-

Modular M-HPRING
- Versatile 76 mm ring light
- CW and Strobe OverDrive
- Angle Changer compatible
-

Modular M-TRING
- Powerful 37 mm ring light
- Direct attachment to C-mount lenses
- Angle Changer compatible
-

Modular M-EBAR
- Modular bar light
- Angle Changers flexibility
- Sizes up to 500mm
-
High Power HPBACK
- Powerful homogeneous backlight
- Custom sizes to nearest centimetre
- Sizes from 0.04m² to 0.81m²
-

Essential EBAR+
- High performance bar light
- Angle Changers flexibility
- Sizes up to 2500mm